汽车白车身的焊装质量控制受焊装后尺寸精度、焊装强度及外观质量等多种因素影响。为了强化白车身的焊装质量控制,吉祥汽车公司从技术和治理两个方面加强努力,不仅将现有生产存在的题目进行分类不断完善,从而进步产品质量,同时,也在治理方面狠下功夫,以有效进步车辆生产的“质投比”。
白车身的焊装质量控制主要体现在4个方面:焊装后尺寸精度、焊装强度、外观质量以及减震抗噪密封性。
用户对质量的要求,决定了生产厂商对质量的重视程度和投进程度。因尺寸精度影响后序零件的装配,不仅是用户的要求,生产厂商也必须给予足够的重视;减振抗噪密封性会影响用户的驾驶或乘座的舒适度,对此生产厂商也会重视;外观质量影响车身的美观,甚至直接影响生产企业的销售状况,生产厂商更会对其引起重视。然而,用户在购买车辆时唯独对焊装强度无法评判,总不能把新车撞一撞来试验其结实程度。由于用户在购买汽车时对车身强度的意识比较淡化,导致了生产厂商对焊装强度这个指标重视不够。
中国作为正在崛起的大国,汽车制造厂商的视野已放眼到世界。如吉祥的汽车销售不仅进进了俄罗斯、印尼等汽车行业不发达的国家,同时也在叩响欧美老牌汽车生产国的大门。作为中国自主品牌汽车制造商的每一个人,我们应感到自豪。但欧美等汽车业发达的国家,汽车文化的历史积淀较深,用户对车辆的要求较高,同时其车辆的准进标准也相应较高,如,车辆碰撞实验的标准更严格。我们的汽车要走向世界,必须执行销售市场所在国的标准,只有这样才能打破贸易保护的壁垒。
为了强化白车身的焊装质量控制,吉祥汽车公司目前正从技术和治理两个方面加强努力。
技术方面
1. 认真研究销售市场所在国碰撞实验的标准,将现生产存在的题目进行分类,发现料边不足和焊点不够是影响保安件焊接强度的重点。如,中地板总成焊接时的一道工艺,对中地板总成与后地板中骨架总成焊接,中地板总成与后地板中骨架总成的梁有间隙(见图1)。仅靠7个点(蓝色点)与中地板油箱左/右后固定板总成点定后,再与后地板备胎箱板搭接。在正面碰撞实验时,中地板总成和后地板中骨架总成易脱焊。若将中地板总成边沿加长,搭接在后地板中骨架总成的梁上并焊接,强度显然要好得多。在模具修改以前,在边沿处加4个点(见图1黄色点)。再如,前排座椅安全带固定板在碰撞实验中被撕开(见图2)。经分析得知,原零件焊接边少、焊点不足且位置欠佳,必须增加料边和焊点(原焊点及分布:3个一排;现焊点及分布:5个两排)。

图1 中地板总成与后地板中骨架总成的梁有间隙
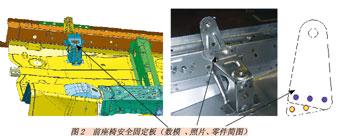
图2 前座椅安全固定板(数模 、照片、零件简图)
2. 焊点数模产品化及点焊接头等级化。焊点数模产品化的含义是用UG、CATIA、Pro/E等三维软件表示的产品数模应有焊点,把焊点当作产品的一部分,而不是工艺流程的一部分;点焊接头等级化的含义是将点焊接头分级,涉及到转向、刹车、承载很大载荷,接头的破坏会危及职员生命安全的保安件的接头列为一级接头。一级接头焊点的改动应由产品部分下涉变通知书。焊点需在数模、图纸及作业指导书等工艺文件上特殊注明,这种焊点不能虚焊、漏焊。对天天点焊数千焊点的操纵工来讲,这样特殊注明的好处在于工作中轻重分明,操纵时有张有弛,同时检查职员检查时也十分清楚。
3. 定期凿检、全破坏检查的制度必须认真坚持执行。不能以为必要的全破坏检查是“劳民伤财”的事,必要时还需抽检焊接强度(如焊点抗拉剪强度),进行宏观、显微金相检查。
治理方面
1. 技术、生产及质量部分分工协作清楚。由技术部分立法、生产部分执行、质量部分监视。不能让生产部分充当规则的制订者、运动员和裁判员,各部分岗位责任明确、组织体系尽快落实,减少工作中扯皮、推委现象。
2. 吉祥公司正在全员学习丰田的TPS治理体系,把精益生产方式逐步推广,使生产工艺、现场治理及工人的操纵系统化、科学化、程序化。精益生产的系统也是集市场信息和生产为一体的经营系统,有了市场观念,就有了公道的库存观念。市场的拉动会使现场的前序为后序服务,职能部分为现场服务。
3. 引进“质投比”概念(即质量的要求和进步产品质量投进比),并使其定量化、科学化。如在材料的使用上,市场的需求不同,高强钢板和普通钢板的比例不同,部位不同钢板厚度不同;在工艺上,有的焊缝采用CO2+Ar焊接,有的仅采用CO2焊接等。车辆销售经常提到“性价比”,车辆生产也应讲“质投比”。