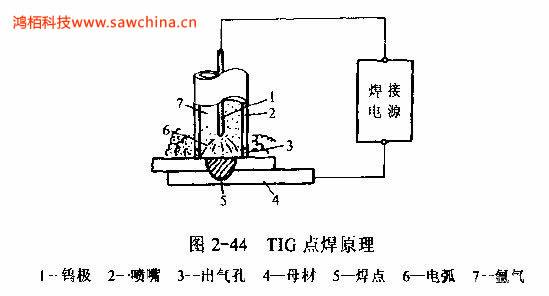
TIG点焊是用焊枪端部的喷嘴将被焊的两块焊件压紧,保证连接面贴紧,然后依靠钨极和焊件之间产生的电弧使钨极下方的局部金属熔化,冷凝形成焊点。其原理如图2-44所示。适用于焊接各种薄板结构及薄板与厚板的连接,所焊材料目前主要为不锈钢和低合金钢等。
和电阻点焊比较TIG点焊有如下几个优点:
1)可进行单面点焊,工件尺寸不受限制,方便灵活。
2)可以点焊厚度相差悬殊的两个工件,且可将多层板材点焊在一起;
3)焊点尺寸容易控制,焊点强度可在很大范围内调节;
4)需加的压力小,无需专门的加压装置;
5)设备费用低廉,耗电量少。
缺点是:
1)焊接效率不如电阻点焊高;
2)焊接费用(人工费、氢气消耗等)较高;
焊接工艺要求:
1)焊前清理要求同一般的TIG焊一样。
2)焊接既可以采用直流正极性,也可以用交流焊机加稳弧装置。直流正极性效果较好,采用相同的焊接电流可以得到较大的熔深。
引弧有两种方法:
1)高频引弧。
2)诱导电弧引弧。光在钨极与喷嘴之间产生一个小电流(约5A)的诱导电弧,然后再接通焊接电源转为主弧,诱导电弧由一个小的辅助电源供电。
通过调节焊接电流和电流持续时间控制焊点尺寸,增大电流和持续时间都会增加熔深和焊点直径。所以除了焊接电流外,焊接电流持续时间也必须采用精确的控制。
电弧长度也是一个重要的参数。电弧过长,熔池会过热并可能产生咬边,电弧太短,母材膨胀后会接触钨极,产生短路。
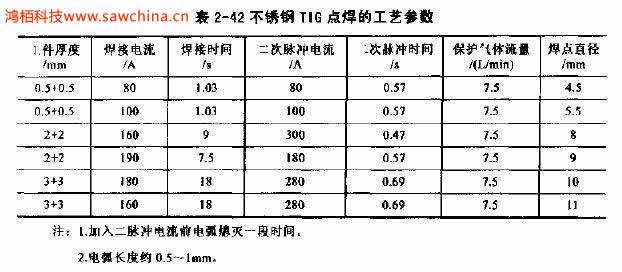
为了防止焊点表面过度凹陷和产生弧坑裂纹,点焊结束前使电流自动衰减,或者进行二次脉冲电流加热。当焊点余高有要求时,可往熔池输送适量的填充焊丝。
表2-42列出了不锈钢TIG点焊的工艺参数。
设备:TIG点焊设备与一般TIG焊不同之处在于具有特殊控制装置和点焊焊枪。控制装置除能自动确保提前输送氢气、通水,起弧外,尚有焊接时间控制、电流自动衰减以及滞后关断氩气等功能。


